Зварювальні тріщини як найшкідливіший клас зварювальних дефектів, серйозно впливають на продуктивність, безпеку та надійність зварних конструкцій. Сьогодні ми познайомимо вас з одним із видів тріщин – шаруватими тріщинами.
01
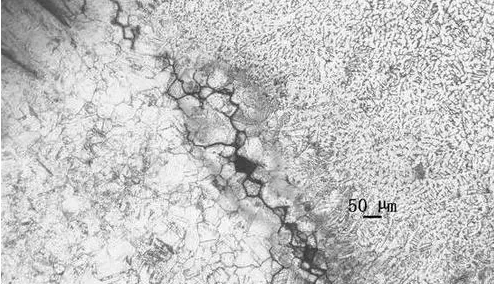
Неметалічні включення, сталевий лист у процесі прокатки будуть деякими неметалевими включеннями всередині сталі тощо (такими як сульфіди, силікати), згорнутими в смугу, паралельну напрямку прокатки, що призводить до мінливості механічних властивостей сталі, включення є зварними конструкціями для створення ламінарного розриву потенційних факторів, але також є основною причиною виробництва ламінарного розриву.
02
Обмежувальне напруження, через термічний цикл зварювання, зварні з’єднання з’являться обмеженням, для даного прокату товстої пластини Т-подібної форми та поперечних з’єднань, у параметрах зварювання за умов однакових умов існує критичне обмеження напруги або вигину сила обмеження, коли більша, ніж це значення, схильна до ламінарного розриву.
03
Дифузія водню, водень є промотором розтріскування, через дифузію водню та об'єднання в молекулу, так що локальна напруга різко зростає, коли водень збирається у включеннях наприкінці просування неметалевих включень і втрати металу адгезії, і буде відриватись від сусідніх включень у металі, у руйнуванні водневих характеристик руйнування.
04
Властивості основного матеріалу, хоча включення є основною причиною ламінарного розриву, але механічні властивості металу також мають дуже важливий вплив на ламінарний розрив. Погана пластична в'язкість металу, тим більша ймовірність розширення тріщин, тобто слабка стійкість до ламінарного розриву.
Перекладено за допомогою www.DeepL.com/Translator (безкоштовна версія)

Зварювальне обладнання Xinfa має характеристики високої якості та низької ціни. Для отримання додаткової інформації відвідайте:Виробники зварювання та різання – Китайська фабрика зварювання та різання та постачальники (xinfatools.com)
Щоб запобігти утворенню ламінарних тріщин, головним у процесі проектування та будівництва є уникнення напруги в Z-напрямку та концентрації напруги, конкретні заходи такі:
1. Удосконалити конструкцію з’єднання, щоб зменшити деформацію. Конкретні заходи, такі як: призведуть до розширення кінцевої пластини дуги певної довжини, мають ефект запобігання розтріскування; змінити розташування зварювального шва, щоб змінити напрямок напруги стиснення зварного шва, вертикальної дугової пластини на горизонтальну дугову пластину, змінити положення зварного шва, щоб з’єднання загального напрямку сили, паралельного шару прокату, могло значно покращитися виконання антиламінарного розриву.
2. Прийміть відповідний метод зварювання, використання методу зварювання з низьким вмістом водню є сприятливим, наприклад, зварювання в захисному газі, зварювання під флюсом, схильність до холодних тріщин невелика, що сприяє покращенню ефективності антиламінарного розриву.
3. Використання зварювальних матеріалів з низькою міцністю, зварювальний метал має низьку межу текучості, високу пластичність, легко зробити, деформація зосереджена в зварному шві та зменшує зону термічного впливу деформації основного матеріалу, може покращити продуктивність антиламінарного розриву.
4. При застосуванні технології зварювання, використання ізоляційного шару наплавлення поверхні; симетричне зварювання, щоб розподіл деформацій був збалансованим, зменшуючи концентрацію деформацій.
5. Щоб запобігти ламінарному розриву, спричиненому холодним розтріскуванням, ми повинні зробити все можливе, щоб вжити деяких заходів для запобігання холодного розтріскування, таких як покращення попереднього нагрівання та контролю температури міжшарових шарів тощо. Крім того, ми також можемо застосувати методи зняття напруги наприклад проміжний відпал.
6. Ми також можемо контролювати розмір зварювального шва, використовуючи маленькі зварювальні ніжки, багатоканальний процес зварювання.
Перекладено за допомогою www.DeepL.com/Translator (безкоштовна версія)
Час публікації: 24 серпня 2023 р


