1. G73 (цикл руйнування стружки) зазвичай використовується для обробки отворів, глибина яких у 3 рази перевищує діаметр свердла, але не перевищує ефективної довжини леза свердла. 2. G81 (цикл дрібних отворів) зазвичай використовується для свердління центральних отворів, зняття фасок і отворів, діаметр яких не перевищує 3-кратного діаметра свердла. З появою інструментів внутрішнього охолодження, щоб підвищити ефективність обробки, цей цикл також буде вибрано для свердління. 3. G83 (цикл глибокого отвору) зазвичай використовується для обробки глибоких отворів.
Якщо верстат оснащено центральним охолодженням шпинделя (випуск води)
Якщо інструмент також підтримує центральне охолодження (вихід води)
Вибір G81 для обробки отворів – найкращий вибір
Охолоджуюча рідина під високим тиском не тільки відведе тепло, що виділяється під час свердління, але й своєчасніше змастить ріжучу кромку. Високий тиск також безпосередньо ламає стружку свердла. Утворена дрібна стружка також буде виведена з отвору вчасно з потоком води під високим тиском, уникаючи зносу інструменту та погіршення якості обробленого отвору, спричиненого вторинним різанням. Оскільки немає проблем з охолодженням, змащенням і видаленням стружки, це найбезпечніше та найефективніше рішення серед трьох циклів свердління.
Інструменти з ЧПК Xinfa мають характеристики хорошої якості та низької ціни. Для отримання додаткової інформації відвідайте:Виробники інструментів для ЧПУ - Китайська фабрика та постачальники інструментів для ЧПУ (xinfatools.com)
Обробний матеріал важко зламати, але інші робочі умови хороші
Якщо немає центрального охолодження шпинделя (вихід води)
Використання G73 є хорошим вибором
Цей цикл забезпечить руйнування стружки через коротку паузу або невелику відстань втягування, але свердло має добре знімати стружку. Більш гладка канавка для стружки дозволить стружці швидше виводитися, щоб уникнути заплутування стружки під час наступного свердління, що погіршить якість отвору. Використання стисненого повітря як допоміжного видалення стружки також є хорошим вибором.
Якщо умови праці нестабільні
Використання G83 є найбезпечнішим вибором
Обробка глибоких отворів призведе до швидкого зношування ріжучої кромки свердла, оскільки її не можна вчасно охолодити та змастити. Стружку в отворі також буде важко вчасно вивести через глибину. Якщо стружка в канавці для стружки блокує охолоджуючу рідину, це не тільки значно скоротить термін служби інструменту, але стружка також зробить внутрішню стінку обробленого отвору грубішою через вторинне різання, що ще більше спричинить порочне коло.
Якщо інструмент піднято на контрольну висоту -R після свердління на коротку відстань -Q, він може бути більш придатним для обробки біля дна отвору, але обробка першої половини отвору займе багато часу, що спричиняє непотрібні відходи.
Чи існує більш оптимізований метод?
Ось два способи використання циклу глибокого отвору G83
1: G83 X_ Y_ Z_ R_ Q_ F_
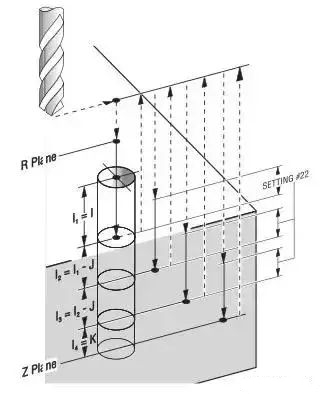
2:G83 X_ Y_ Z_ I_ J_ K_ R_ F_
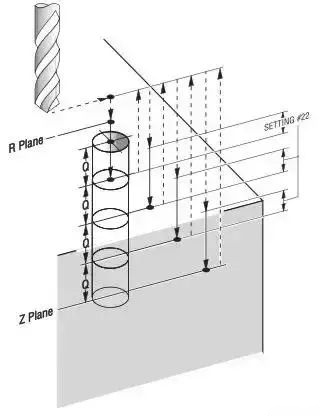
У першому методі значення Q є постійним значенням, що означає, що від верху до дна отвору щоразу використовується однакова глибина для обробки. Через необхідність безпеки обробки зазвичай вибирається найменше значення, що також означає найменшу швидкість видалення металу, і багато часу обробки непомітно витрачається.
У другому методі глибина кожного різання представлена I, J і K відповідно:
Коли робочі умови у верхній частині отвору хороші, ми можемо встановити більше значення I для підвищення ефективності обробки;
Коли робочі умови в середині обробного отвору є середніми, ми використовуємо поступово зменшене значення J для забезпечення безпеки та ефективності; коли робочі умови в нижній частині отвору для обробки погані, ми встановлюємо значення K, щоб забезпечити безпеку обробки.
У реальному використанні другий метод може підвищити ефективність свердління на 50% і витратити нуль!
Час публікації: 22 липня 2024 р


